雖然無鉛錫膏(焊錫)已經是現代環保電子科技的主流了���,但是基于信賴度的考量,汽車業與軍用電子都還有很多產品還在使用含鉛的焊錫���,因為PCBA加工有鉛焊錫的焊接強度比無鉛高出許多�����。
有鉛錫膏的主要成份以錫(Sn)鉛(Pd)為主�����,其他微量成份還有銀��、鉍��、銦等金屬��,各有其不同的熔點(M.P.)�����,不過本文先假設這些微量的其他金屬成分不會影響到錫膏的特性����,所以我們可以先用錫鉛的二元相圖來解釋錫膏的特性,因為三元以上的相圖實在是太復雜了�。
而且不論是焊料或是IMC,其組成的份子越多�����,其結構也就越復雜�,也越不容易管控,可靠度也越差���。
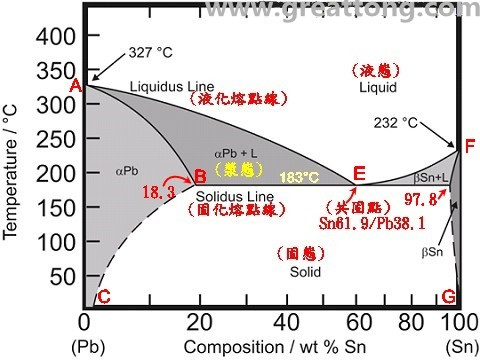
參考一下文章最前面的錫鉛二元相圖�,橫坐標表示錫鉛的重量百分比(Wt%),縱座標表示攝氏溫度(°C)����。鉛的熔點為327°C,所以相圖的左上角就是從327°C開始的(100%的錫�,A點),隨著錫鉛重量比的含錫量越來越多��,這條【液化熔點(Liquidus m.p.)】線的溫度也就越來越低��,當錫鉛重量比來到最佳的Sn63/Pb37(實際為Sn61.9/Pb38.1�����,因為早期量測不淮����,以致造成誤差)��,其液化熔點也達到最低的183°C��,如果繼續再增加含錫的比率���,其液化熔點溫度就會反轉上升����,到達純錫時的232°C。
錫鉛合金焊料除了61.9/38.1的重量比有個唯一的【共固點(E點)(Eutectic)】183°C之外����,其他不同的重量比皆會出現兩個熔點,溫度較高者稱為【液化熔點(Liquidus m.p.)】�����,溫度較低者稱為【固化熔點(Solidus m.p.)】��。介于兩熔點之間的焊料則稱之為【漿態(pasty)】�����,也就是固態與液態共存(co-exist)的高黏度流體��。所謂的漿態(pasty)其實就有點類似土石流的型式��,因為其中可能是錫已經變成液態但是鉛還是固態(αPb+L)����,或是剛好相反(βSn+L)����。
至于為什么我們一定得用Sn63/Pb37的重量比例���,這是因為純錫的融點高達232°C��,不易用于一般的PCBA加工焊接���,或者說目前的電子零件都無法達到這樣的高溫,所以必須以錫為主��,然后加入其他合金焊料來降低其熔點��,以達到可以量產并節省能源的主要目的����,也可以降低電子零件耐溫的門檻,因為絕大部分電子產品的使用與儲存環境都只會在-40°C~+70°C之間而已����,所以183°C的熔點真已經是綽綽有余了���;其次要目的是可以改善焊點的韌度(Toughness)與強度(Strength)��。
一般的相圖都會有α�����、β�、γ等符號來表示相圖中的固溶體,本錫鉛相圖只有二元��,所以只用到α及β���。這張相圖的α指的是鉛(Pb)的固溶體�����,而β則是錫(Sn)的固溶體���。
αPb相區(CBA)為富鉛的固溶體,但是錫會溶解在鉛之中����,錫變成了溶質,在這個相區����,錫的溶解度有其上限�����,從C點開始����,隨著溫度的上升(CB線)到183°C時(B點)��,錫的溶解度來也到最高的18.3%���,當溫度繼續升高(BA線)�,錫的溶解度反而漸漸變少至零(A點)��。
βSn相區則為富錫的固溶體���,相對的鉛則溶解在錫之中�,鉛變成了溶質�����。從H點開始�����,隨著溫度的上升(HG線)到183°C時(G點)���,錫的溶解度來也到最高的2.23%(=100-97.8)�,當溫度繼續升高(GF線)��,錫的溶解度反而漸漸變少至零(F點)��。
|
|
熔點 |
沸點 |
原子量 |
原子半徑 |
共價半徑 |
|
錫(Sn) |
231.93°C |
2602°C |
118.69 |
140 pm |
139±4 pm |
|
鉛(Pb) |
327.46°C |
1749°C |
207.2 |
180 pm |
147 pm |
|
鎳(Ni) |
1455°C |
2913°C |
58.71 |
124 pm |
124±4 pm |
|
金(Au) |
1064.18°C |
2856°C |
196.9665 |
144 pm |
136±6 pm |
|
銀(Ag) |
961.78°C |
2162°C |
107.868 |
144 pm |
145±5 pm |
|
銅(Cu) |
1084.62°C |
2562°C |
63.546 |
128 pm |
132±4 pm |
|
鉍(Bi) |
271°C |
1564°C |
208.9804 |
160 pm |
146 pm |
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料