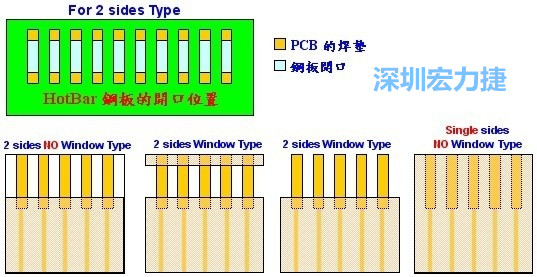
HotBar錫膏鋼板開孔(Stencil Aperture)
HotBar的錫膏鋼板開孔(Stencil Aperture) 應該開在熱壓頭(thermodes)壓下來的地方,特別要注意錫膏量的計算���,還要注意留出足夠的焊墊空間����,讓熱壓頭下壓時因壓力所擠壓出來的多余熔錫有地方可以宣泄����,不致于溢出焊墊而與旁邊的焊墊形成「短路(solder short)」。
下面深圳宏力捷提供一些自己以前做過的一些關于PCBA加工HotBar鋼板開孔面積的參考標淮(※僅供參考)�����,由于RoHS的關系�����,現在一般的FPC及PCB的表面鍍層都是鍍金��,所以下列只列出鍍金的鋼板開孔率供參考�����。鋼板的厚度為0.12mm�����。
另外���,鋼板開孔的面積一定要依照自己產品的特性做調整�,前人的工藝只能提供參考而已���,關鍵是要了解為何要這樣開孔�����。
|
FPC類型 |
Pitch |
鋼板開孔率 |
|
2 sides Window type |
1.0mm |
85% |
|
2 sides Window type |
0.8mm |
85% |
|
2 sides No Window type |
0.8mm |
50% |
|
2 sides No Window type |
0.6mm |
50% |
|
2 sides No Window type |
0.5mm |
45% |
|
Single side No Window type |
0.5mm |
30% |
|
Single side No Window type |
0.4mm |
30% |
HotBar quality assurance (品質驗證)
HotBar產品的品質驗證除了要通過100%的電測外�����,在產品設定的初期及首件檢查時��,建議一定要做破壞性實驗來確保產品品質的穩定度���。
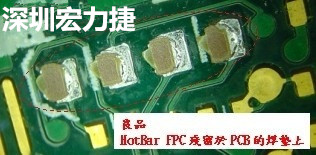
破壞性實驗需要把焊接完成的HotBar-FPC從焊墊(land pattern)上全部撕開,并在顯微鏡或放大鏡下檢查焊錫的表面���。
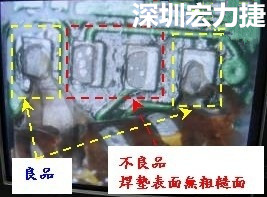
良好的HotBar焊錫品質:HotBar-FPC應該要殘留在PCB的所有HotBar焊墊上���,也就是說FPC應該要被撕斷或撕破��。如果沒有�����,再檢查PCB及FPC�����,其焊錫表面應該要呈現不規格的粗糙面��,而且會有焊錫殘留于FPC的焊墊上��。這樣表示HotBar-FPC與PCB的焊墊是完全吃錫,形成IMC焊錫�����。
不良的HotBar焊錫品質:檢查PCB及FPC的焊墊表面�,如果有任何一個焊墊表面還保持著光滑面,那這個焊點表示沒有焊接好����,應該判退�����。
再檢查是否有錫絲及錫珠留存于焊墊及焊墊之間�,如果有的話也要想辦法解決��。因為錫珠為不穩定因素��,量產后有可能出現短路��,或是在高溫高濕的環境下出現微短路的現象���,造成品質異常���。
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料