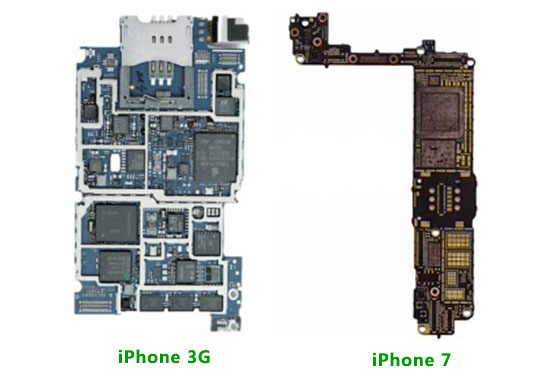
近年來��,隨著智能手機、平板電腦等智能終端設備的性能需求的提高��,SMT制造業對小型化��、薄型化的電子元器件需求更加強烈�����,隨著可穿戴設備的興起����,這種需求更是日益高漲����。下圖是iPhone 3G 和iPhone 7 主板的比較,新的I-phone手機功能更強大���,但是裝配而成的主板卻更小了��,這需要更小的元器件以及更密集的元器件裝配才能做到����。
越來越小的元器件���,對我們生產的工藝也將會越來越難,一次直通率的提升成了SMT工藝工程師的主要攻克目標好任務�����。一般來說SMT行業60%以上的不良都和錫膏印刷有關��,錫膏印刷是SMT生產中的一道關鍵工序。解決了錫膏印刷的問題����,就相當于解決了整個SMT工序中大半的工藝問題��。
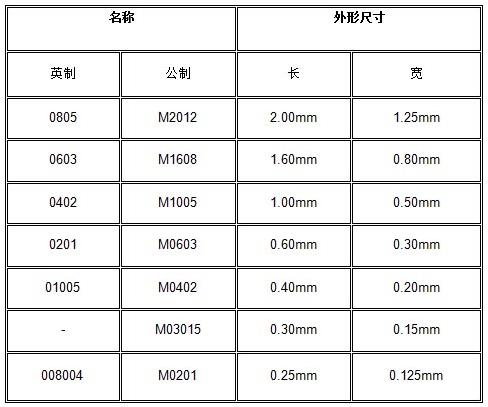
下圖是SMT元器件公英制尺寸對照表��。
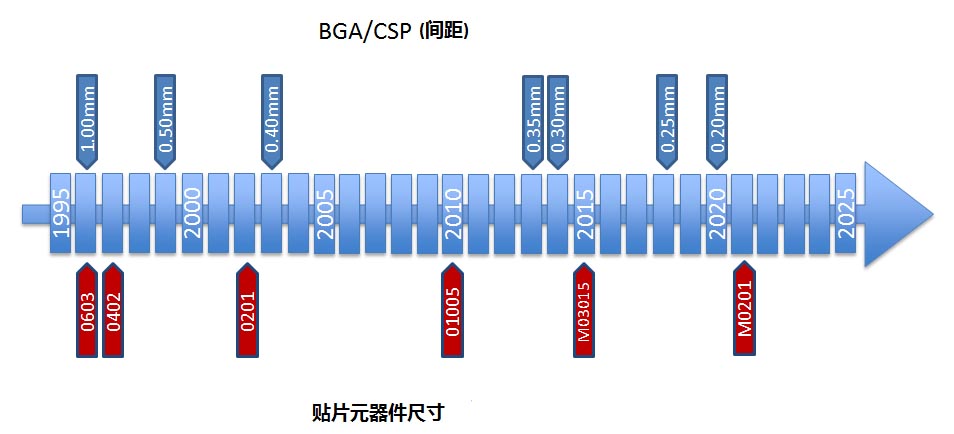
下圖是SMT元器件的發展歷程以及展望未來的發展趨勢��。目前英制01005貼片器件和0.4 pitch的BGA/CSP 在SMT生產中運用比較普遍���。公制03015貼片器件也有少部分在生產中運用���,而公制0201貼片器件目前還只是在試產階段�,預計未來幾年會逐漸在生產中運用。
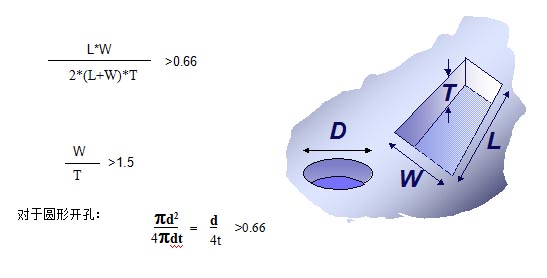
要了解小型化元器件對錫膏印刷帶來的挑戰����,首先要了解鋼網印刷的面積比率(Area Ratio)�����。
對于普通的激光鋼網印刷�����,鋼網開孔面積比率有如下要求:
對于長方形 開孔:
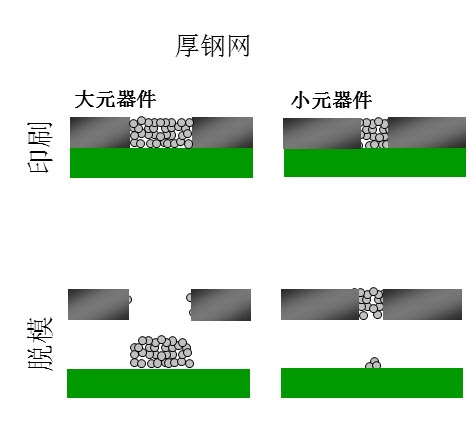
如果鋼網開孔面積比率達不到要求(鋼網太厚)����,就會出現下圖的情況,錫膏印刷脫模時���,小元器件的錫膏粘在鋼網孔壁處,脫落到焊盤上的錫膏量很少��。
對于小型化焊盤的錫膏印刷�,越小的焊盤和鋼網開孔�����,錫膏越難脫離鋼網孔壁�。要解決小型化焊盤的錫膏印刷�,有以下幾種方案供參考:
1. 最直接的解決方案是降低鋼網的厚度�����,增加開孔面積比率�����。
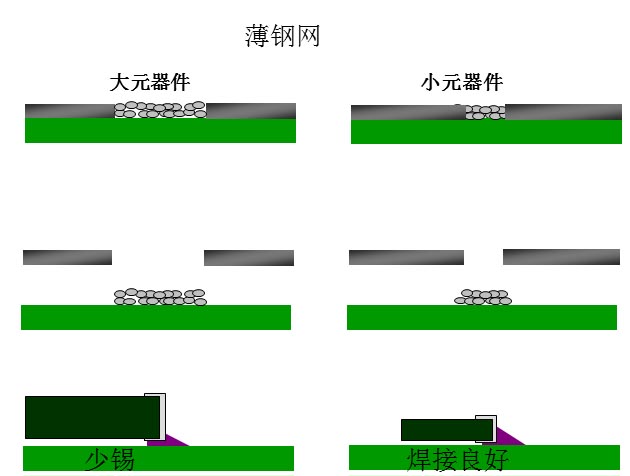
如下圖所示�����,用了薄鋼網后���,小元器件焊盤的下錫良好。如果生產的基板沒有大尺寸的元器件��,那么這是一個最簡單而有效的解決方案���,但是如果基板上有大的元器件,那么大的元器件會因為錫量少而焊接不良��。所以如果是高混合有大元器件的基板�����,我們需要下面列出的其他解決方案。
2.利用新的鋼網技術���,降低對鋼網開孔比率的要求。
1)FG(Fine Grain)鋼網
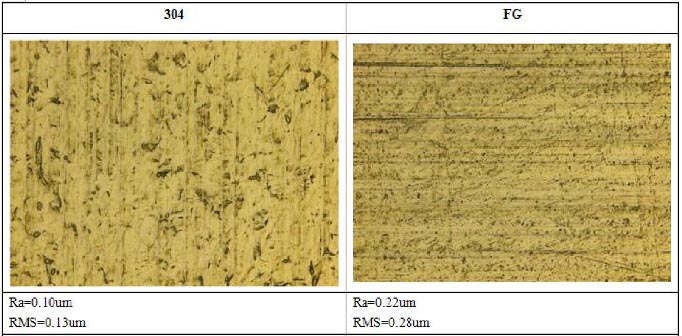
FG鋼片含有一種鈮元素��,該元素能細化晶粒和降低鋼的過熱敏感性及回火脆性��,提高強度����。經激光切割的FG鋼片孔壁比普通304鋼片的孔壁更清潔光滑,更有利于脫模���。FG鋼片制成的鋼網開孔面積比率可以低于0.65����,對比同樣開孔比率的304鋼網,FG鋼網可以做的比304鋼網略厚一些,從而降低大元器件少錫的風險���。
304鋼片和FG鋼片的對比
2)電鑄鋼網
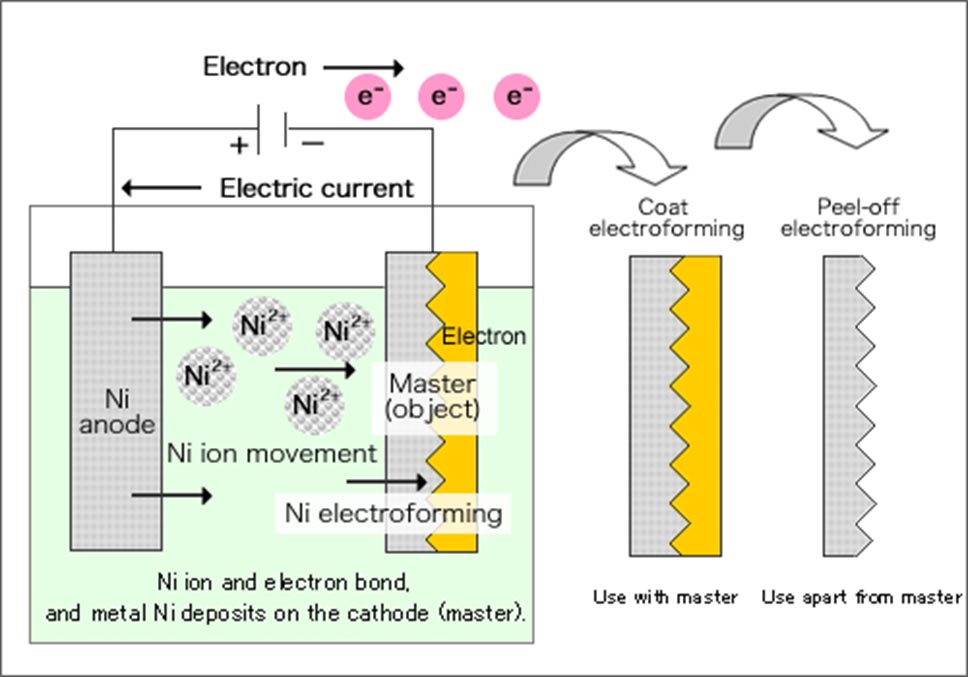
電鑄鋼網的制造原理:通過在導電金屬底板上印刷光阻材料���,再通過遮擋模和紫外線曝光來制作電鑄的模板����,然后薄模板放在電鑄液中電鑄。其實電鑄類似于電鍍����,只是電鑄后的鎳片可以從底板中剝離制成鋼網���。
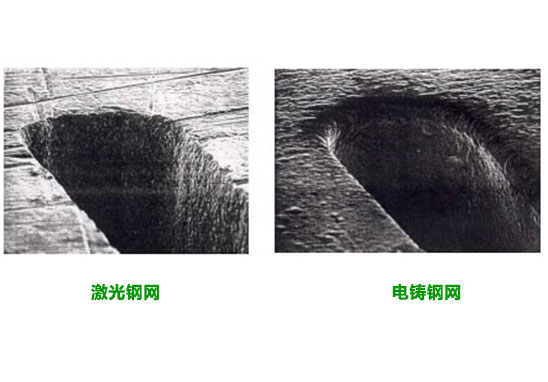
電鑄鋼網有以下特點:鋼片內部沒有應力,孔壁非常平滑����,鋼網可以是任意厚度(0.2mm以內,通過電鑄時間來控制)��,缺點是造價較高����。下圖是激光鋼網和電鑄鋼網孔壁圖比較�����。電鑄鋼網光滑的孔壁在印刷后有更好的脫模效果�,使得開孔比率可以低至0.5����。
3)階梯鋼網
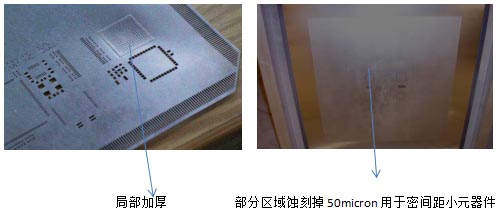
階梯鋼網可以是局部加厚或減薄��。局部加厚的部分用來印刷錫膏需求量大的焊盤��,加厚的部分是通過電鑄來實現����,成本較高�。而減薄是通過化學蝕刻來實現,減薄的部分用來印刷小型化元器件的焊盤�����,使得脫模效果更好���,對成本更敏感的用戶建議使用化學蝕刻�,成本更低�。
4)納米涂層。(Nano Ultra Coating )
在鋼網表面涂覆或鍍上一層納米涂層����,納米涂層使孔壁對錫膏排斥�,所以脫模 效果更好�����,錫膏印刷的體積穩定性比較一致��。這樣�,印刷的質量比較有保證���,同時也可以減少鋼網的清洗擦拭次數�����。目前國內大部分工藝只是涂覆一層納米涂層�����,經過一定次數的印刷后效果就減弱了�����,國外有直接鍍在鋼網上的納米涂層�����,效果和耐久性更好����,當然成本也更高���。
3. 雙重錫膏成型工藝��。
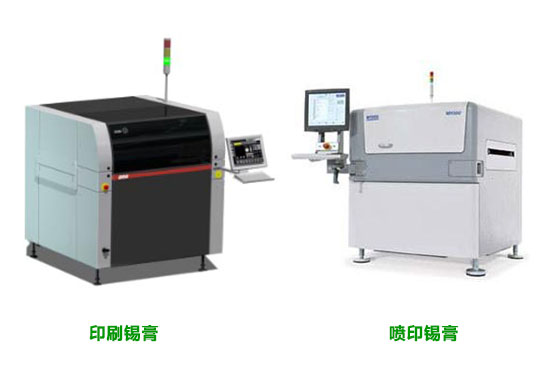
1)印刷/印刷
通過兩臺印刷機來印刷成型錫膏。第一臺用普通鋼網印密間距小元器件焊盤�����,第二臺用3D鋼網或階梯鋼網印刷大元器件焊盤��。這種方式需要兩臺印刷機,而且鋼網成本也高���,如果使用3D鋼網還要用到梳狀刮刀��,增加成本��,生產效率也低。
2)印刷/噴錫
第一臺錫膏印刷機印刷密間距小元器件焊盤�,第二臺噴印機噴印大元器件焊盤。這種方式錫膏成型效果好����,但是成本高�,效率低(取決于大元器件焊盤數量)。
以上幾種解決方案�����,用戶可以根據自身情況選擇使用�����。從成本和生產效率考慮����,降低鋼網厚度����、使用低要求開孔面積比率鋼網、階梯鋼網是比較適合的選擇�;產量低、品質要求高���、成本不敏感的用戶���,可以選擇印刷/噴印方案。
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料